This is the first blog by Dwight Davis, Datacolor Regional Sales Manager, in our series about finding the right tools for digital color management. In this post and the following ones, we’ll cover how to begin your search, making the business case for color management, the different types of color measurement instruments, how to successfully roll out new equipment and more. Our goal is to help you make the best decision possible for your company’s needs.
Do you really need to invest in color management instruments and software?
After all, color is merely one part of a good quality control program. Beyond this, color is subjective – we all see it somewhat differently thanks to a long list of factors from lighting conditions to our age.
However, the subjective nature of color is actually a reason to invest in color management technology, rather than a reason to go without it. While we all see color differently, most of us can tell if components of a product don’t match or are inconsistent. And when this happens, a “low quality’ alert goes off in our brains.
- If you went to the grocery store and noticed that one bottle of ketchup was lighter than the others, would you buy that bottle? Probably not
- If you were looking at a rack of 10 shirts in the same color and one looked slightly different, would you purchase the one that looked different? Probably not.
- Have you ever tried to touch up a wall in your home, but your new batch of paint was slightly off in shade from the original? How frustrated did this make you feel?
This is why companies turn to color management solutions. Most people can see 26 million colors, which leads to a lot of variations and can ultimately result in color miscommunication. With the right tools and processes in place, the return on investment quickly becomes clear: accurate products, cost savings, faster time to market and fewer wasted resources.
But how do you go about choosing the right color technology for your needs?
Here are five questions I like to ask anyone considering digital color management solutions.

1. What does your job function and team look like?
Are you a global company that needs to coordinate color operations across continents? Or are you a smaller operation that only needs solutions for one location? Have your color evaluators been color tested? We’ll discuss the level of color technical knowledge on your team and how we can help identify those technical gaps and fill them in.
Curious how other companies have found the right color tools for their needs? Read some of their success stores here.
2. Can you tell me about your product?
I like to think of this question in two parts. First, what are the top five attributes of your product? In my experience, color is always in the top five, even for companies that don’t have a color-first mindset to their product development. Not every company has staff members specifically dedicated to measuring and managing color, so it’s important to know if this is the case.
The second part is understanding the materials themselves and their specific properties.
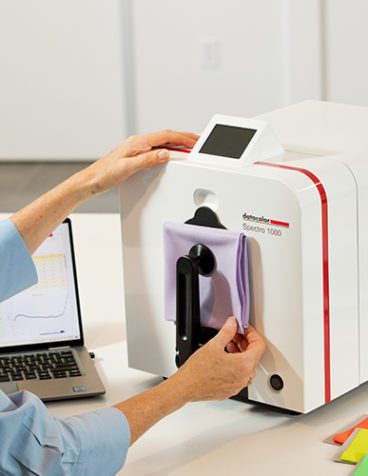
If you’re measuring fabric, plastic parts or paint samples, what makes these samples unique or especially challenging to measure? Things like opacity, translucency and transparency make a difference, as do different textures and the size of the material. The more you can share about the products, procedures and processes you’re working with, the better we can assist. There’s no one-size-fits-all solution out there.
3. How are you managing color right now? And where do you want to go next?
What’s working well and what isn’t? I’m here to help you evaluate your standard operating procedures (SOPs), which are critical to examine in color control and evaluation. Different SOPs throughout the product development and production process will lead to color variation, which is so important for companies to understand.
In over 70% of color variation situations, it is because of various SOPs implemented in the production process.
Once we discuss SOPs, I can better help you implement the right processes to solve your challenges and streamline your color operations. The more you can share, the more I can help.
It’s important to think about your current process, not just in producing products, but measuring and controlling your color. Maybe you’re doing it by eye, or maybe you’re already using an instrument that isn’t quite the right fit for your needs.

4. Are you focusing on color formulation or quality control?
Is color evaluation done during the production process or after the product is colored or made? If you are focusing on color formulation, you’ll use the color palettes from suppliers. If it’s quality control, you want to measure the product against the pallet and then assess the difference and whether it’s acceptable. You can read more about Delta E tolerances here.
5. What are your overall goals?
Finally, if I know your goals, I can help put together the right processes and technologies to achieve those goals in the most efficient way possible.
Are you looking to save time in the production process? Reduce costs? Reduce the amount of physical samples being mailed back and forth?
Most companies I talk with want to reduce production time, reduce waste and reduce labor costs. Others have been doing reflective measurements with an opaque film, but now need to measure something more translucent and don’t have the right equipment. All of these goals —and many others— are achievable with the right solutions.